
product analysis
Shift swing levers are powder metallurgy structural parts that are widely used in automotive transmissions, and have high precision and strength requirements. On the basis of analyzing the precision and structural performance of the parts, our company has developed a reasonable development plan through a large number of tests, determined the use of materials, production processes and molds, and successfully developed a high-strength powder metallurgy shifting lever that meets the requirements. (see picture 1). Its performance fully meets the requirements of the product (see Table 1).

Figure 1 shifting lever structure
The powder product is pressed by applying a vertical direction pressure to the powder in the cavity of the female mold cavity to move and deform the powder to obtain a certain compact density, and then sintering to form a finished product. As the pressure increases, the product density increases, especially at 6 g/cm3 or higher, and the pressing pressure required to increase the density increases rapidly.
Table 1 Mechanical properties and technical requirements 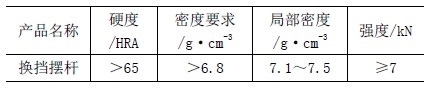
At present, the overall density of most structural members is required to be around 6.8 g/cm3. Since the shifting pendulum has a large stress in a part of the working condition, the local strength and hardness are required to be high. If the product requirements are met by increasing the overall density of the product, the production cost will increase significantly. The method of copper-sintering in a part of the product is used to increase the density and strength of a specific area of ​​the product, and the use of the lower production cost can be achieved. Our company applied this production process in the manufacturing process of the shifting lever.
Preparation Process
According to the shape of the shifting lever, the blanking diagram of the part is designed. The preparation process of the shifting pendulum is shown in Figure 2.
Powder preparation
The main raw material powders used include water atomized Fe powder, 200 μm atomized Cu powder, and graphite powder. The raw material powders were prepared in proportion and mixed in a 0.5 t double cone mixer for 20 to 30 minutes, and then batched for 30 to 50 minutes in a 1.5 t double cone mixer.
2. suppress
After calculation, the shifting pendulum needs to be pressed on the 100t dry powder hydraulic press. The pressing adopts the "one up and two down" mold structure, and the two-step pressing is realized by the post-pressing method, and the compact density reaches 6.85-7.0 g/cm3. Due to the complicated structure of the shifting pendulum, the forming is difficult. In order to ensure the uniform density of each part, the secondary sintering copper is completed by cutting (milling chamfering, drilling reaming and deflashing).

Figure 2 Preparation process
3. One time sintering
Sintering was carried out on a YS-105 conveyor type sintering furnace produced in Taiwan, China, with a sintering temperature of 1120 ° C and a sintering time of 30 min.
4. Rough milling
On a CNC milling machine, rough milling is performed to remove excess blanks.
5. Secondary sintering copper
Sintering copper is one of the commonly used methods for powder metallurgy. By infiltration of copper, the pores of powder metallurgy parts can be reduced or eliminated, and the density and mechanical properties of powder metallurgy parts can be improved, especially for dynamic mechanical properties (such as impact toughness). Improvement. After a large number of tests, it was determined that 1.5 g of pure copper powder was used as the copper infiltrant and placed on the infiltrated substrate at a temperature of 1,120 °C.
6. Heat treatment
The heat treatment adopts the carbonitriding method to further improve the hardness and wear resistance of the surface of the part. In the mesh belt type heat treatment furnace, under the protection of the NH3 decomposition atmosphere, the carbon potential is 0.8%, and the steel is directly quenched in the oil after being kept at 820 ° C for 30 minutes. It is then tempered at 120 ° C for 30 min to reduce quenching stress, reduce brittleness, and maintain high strength. The heat-treated samples were subjected to mounting, grinding, and polishing to observe the metallographic phase. The microstructure after heat treatment is shown in Fig. 3.

Figure 3 Metallographic structure of heat treatment (500×)
Test test and results
The green compact density and the sintered compact density were measured by a drainage method on an electronic analytical balance. In order to prevent the effect of the pores on the results, paraffin sealing was used.
Each density value was obtained by averaging three samples prepared under the same conditions. The local density detection method is consistent with the overall density measurement method.
Hardness (HRA) measurements were made on a Rockwell hardness tester, and the hardness was tested at five different points on the sample and finally averaged.
The crushing strength test was carried out on a universal testing machine, and the control loading speed was ≤0.03 t/s. The crushing strength test was performed on the fingers of the product by using a special inspection tool. The performance test results are shown in Table 2.
Table 2 Performance test results 
Conclusion
Through the product analysis, development method and preparation process, the development process of high performance powder metallurgy shifting pendulum is detailed. The installation test shows that the performance indexes of the shifting pendulum meet the requirements.
Komatsu Swing Parts,Komatsu Swing Gearbox Parts,Komatsu Swing Motor Parts,Komatsu Excavator Swing Parts
JINING SHANTE SONGZHENG CONSTRUCTION MACHINERY CO.LTD , https://www.sdkomatsuloaderparts.com