
ã€Abstract】 The process of controlling the chemical composition of ductile iron cylinder castings is introduced in detail, and the process measures such as forced cooling, molten iron refining and gate plugging device are adopted in the production. The 12-cylinder large-scale high-grade castings produced by our factory (see Figure 1) are made of QT500-7 and have a contour size of 2794mm × 1376mm × 1288 mm. The pouring weight is 9. 1t, the minimum wall thickness is 20mm, the maximum wall thickness is 130mm, and the wall thickness is very different. This part has strict requirements on chemical composition, dimensional accuracy, appearance quality, internal roughness and metallurgical quality, and requires ultrasonic flaw detection. No machining defects are required after machining.

I. Analysis of difficult points in casting process
(1) The casting quality and dimensional accuracy are required to be strict with the main wall thickness tolerance ≤ ± 5 %. Dimensional accuracy and mechanical properties must meet the requirements of China Classification Society (CCS); chemical requirements are also very strict, especially wS should be < 0.015 %.
(2) The structure of the casting is complex. The twelve-cylinder main shaft is 6-R15 mm×1080mm and the wall thickness is 41 mm. The main oil passage is 100mm × 2794mm. The length of the casting is continuous. After casting, a long heat section is formed. There are many holes, elliptical blank holes and large and small square doors; the ribs are numerous and criss-crossed, and the structure is extremely complicated. Therefore, in the production process, casting defects such as shrinkage cavities and sand sticks are easily generated.
(3) Difficulty in modeling Due to the complex shape of the twelve-cylinder casting, it is difficult to maintain the appearance geometry and dimensional accuracy during molding.
Second, the control of the casting process
Modeling process
Due to the complex shape of the casting, not only is there a high quality wood mold, but the wood mold cannot be deformed, so it is difficult to manufacture. In order to ensure the quality of the wood mold, it is made of high-quality red pine dried by infrared rays and multi-layer plywood of 20 mm thick.
2. Type, core process design
The process design of the core is critical to the dimensional accuracy of the casting and should meet the following requirements:
(1) The core is easy to fix and vent.
(2) In the case of convenient core making, the number of cores should be as small as possible to reduce the cumulative error.
(3) Convenient for lower core and measuring size.
(4) Have a flat sand filling surface as much as possible.
(5) It is convenient to open the gating system and clean the sand.
(6) Ensure the strength and rigidity of the core.
(7) The shape and size of the core and its position in the mold shall meet the dimensional tolerance requirements of the casting.
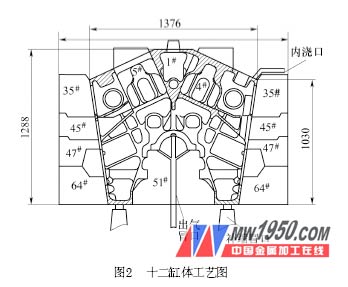
In order to meet the requirements of the dimensional accuracy of the core and the core, all of them are made of chilled fur «resin sand; in order to prevent the castings from causing mechanical sticking, pores, veins and other defects, iron oxide powder is added to the molding sand, and the surface and core surface are added. Brush zircon powder alcohol-based quick-drying coating, the thickness of the coating is 0. 5mm, and is polished to ensure the surface roughness requirements; to ensure the dimensional accuracy of the casting, the card is used for testing. The shape and inner cavity of the twelve-cylinder casting consists of 69 sand cores (see Figure 2). The stencil core forming method is used, and 26 kinds of slabs (samples) are used to control the position of the sand core in the mold.
3. Design of the gating system
The pouring system consists of a sprue cup, 800mm (2) sprues, 120mm (2) sprues, 50mm (12) sprues, and 35mm (27) sprues.
4. Calculation of the gating system
(1) Calculation of the total weight of molten iron Considering that the spheroidal graphite iron is thicker, the open casting system is adopted, and the casting system is larger, and the weight of the riser is estimated by 40% of the gross weight of the casting. Total weight of molten iron consumption G = gross weight of casting + weight of pouring riser = (6500 +6500 × 40 %) kg =9100kg
(2) The calculation of the pouring time is obtained by:
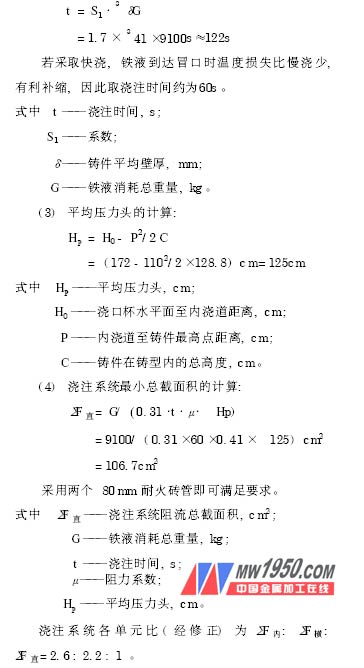
Next page
Deep groove Ball Bearing is the most representative structure in rolling bearing, which is widely used. In addition to radial load, this kind of bearing can also be loaded with bidirectional axial load. The friction torque is small, and it is most suitable for adjusting rotation, low noise and low vibration. Bearings are widely used in automobile, electrical, instrumentation, construction machinery, agricultural machinery and various professional machinery. This kind of bearing has open and closed deformation structure. 




Deep groove ball bearings consist of an inner and outer ring with a cage containing a complement of precision balls. The standard Conrad-type bearing has a deep-groove construction capable of handling radial and axial loads from either direction in versatile designs that permit relatively high-speed operation.
Deep groove ball bearing is the most representative structure in rolling bearing, which is widely used. In addition to radial load, this kind of bearing can also be loaded with bidirectional axial load. The friction torque is small, and it is most suitable for adjusting rotation, low noise and low vibration. Bearings are widely used in automobile, electrical, instrumentation, construction machinery, agricultural machinery and various professional machinery. This kind of bearing has open and closed deformation structure.
Deep Groove Ball Bearing,Low Noise Deep Groove Ball Bearing,Wheel Deep Groove Ball Bearing,Flanged Deep Groove Ball Bearing
Shijiazhuang Longshu Mechanical & Electrical Equipment Trading Co., Ltd. , https://www.lsjgbearing.com